
 Environmental conditions can wreak havoc throughout all phases of a coating’s application, but what happens when the wrong tools are used during the mixing process or the material is mixed incorrectly? To avoid negative effects of improper mixing, the manufacturer typically provide technical datasheets, application guidelines, and technical support to aid in the completion of a successful application.
Environmental conditions can wreak havoc throughout all phases of a coating’s application, but what happens when the wrong tools are used during the mixing process or the material is mixed incorrectly? To avoid negative effects of improper mixing, the manufacturer typically provide technical datasheets, application guidelines, and technical support to aid in the completion of a successful application.
You may have noticed an application of a coating where “bubbling” or other uncured material appeared in the coating as it cured. Common causes of these defects are often related to the types of tools used during the mixing process in addition to improper mixing techniques. The key to a successful application is following the manufacturer’s written instructions.
Negative Effects of Improper Mixing
 Pin-Holing occurs when the air becomes entrapped in the coating and creates small holes or groups of holes in the coating. Air entrapment within a coating is commonly a result of “whipping” the coating from use of improperly sized mixing blades and incorrect mixing techniques, such as raising and lowering the mixing blade during the blending process.
Pin-Holing occurs when the air becomes entrapped in the coating and creates small holes or groups of holes in the coating. Air entrapment within a coating is commonly a result of “whipping” the coating from use of improperly sized mixing blades and incorrect mixing techniques, such as raising and lowering the mixing blade during the blending process.
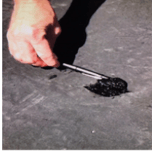 Uncured or Under-Activated Material occurs when the coating is under activated from using the wrong mixing tools, utilizing incorrect material ratios, or allowing insufficient mixing time. Common visual signs of under-activated and uncured coatings are wet/tacky surfaces that transfer onto your fingertips, material which has “skinned-over” but still has uncured coating material underneath, and rippled areas that are soft and easy push or slide under minimal pressure.
Uncured or Under-Activated Material occurs when the coating is under activated from using the wrong mixing tools, utilizing incorrect material ratios, or allowing insufficient mixing time. Common visual signs of under-activated and uncured coatings are wet/tacky surfaces that transfer onto your fingertips, material which has “skinned-over” but still has uncured coating material underneath, and rippled areas that are soft and easy push or slide under minimal pressure.
Preventing Coating Failure due to Improper Mixing
Improper mixing of coatings, such as CIM’s urethane coating, can typically be the result of using improper tools, mixing improper ratios , and incorrect mixing techniques. It is important to prepare products in accordance with the manufacturer’s instructions.
Items to be aware of when preparing the coating are:
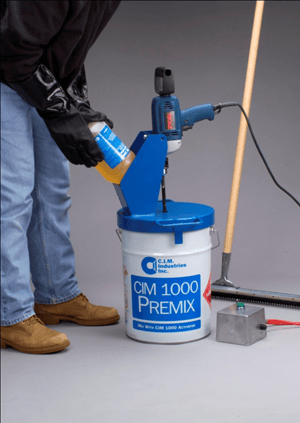
- Using proper mechanical mixers
- Corded vs Cordless Drills: Corded drills provide more speed and torque but they require a power source. Cordless drills are convenient in places where power supply may be limited. You must remember to charge the batteries for your cordless drill. Which drill to use depends on the amount of coating being mixed together.
A ½” corded drill is required to mix 3 to 5-gallon units of CIM membrane and primers. A 3/8” corded or cordless can be used for one-gallon cans of CIM product.
 |
 |
| Image: ½” Cordless Drill | Image: ½” Corded Drill |
-
- Drill Speed: When mixing typical coating materials, drill speed is important. Look for a drill with a minimum of 600 RPM - this provides increased speed and torque for mixing viscous coatings.
- Mixing blades: There are several different types of mixing blades each with varying functions. Choosing the correct blade will assist in minimizing the amount of air that gets mixed into the coating. Remember to keep the paddle at the bottom of the pail at all times and allow the speed of the drill to create a vortex to blend the coating from top to bottom.
- Mud mixing paddle - Recommended for mixing 3 to 5-gallon units of urethane membranes and primers.
- Spiral mixing paddle - Recommended for mixing 0.8-gallon units of urethane membranes and primers.
- Jiffy mixing paddle - Recommended for mixing 0.8-gallon units of urethane membranes and primers.
- Helix mixing paddle - Not recommended for mixing most coating products.
 |
 |
 |
| Image: Mud mixer | Image: Spiral mixer | Image: Jiffy mixer |
Proper Mixing Techniques
- Select the proper size drill with adequate drill speed and power supply.
- ½” corded drill is required to mix 3 to 5-gallon units of membrane and primers.
- 3/8” corded or cordless can be used for one-gallon cans of coating.
- Have the proper mixing blades available to mix the membrane and primer.
- Set the mixing blade on the bottom of the pail and engage the drill at a steady rate of speed.
- Do not raise and lower the mixing paddle in the pail of the coating, as this could introduce air into the mix.
- Do not agitate the mixing paddle or lean the paddle at an awkward angle as it can cause air to be whipped into the mix.
- Avoid whipping air into the coating to reduce the number of air bubbles and potential for pin-holing.
- Always mix complete units of urethane products. DO NOT attempt to break down (i.e., mix smaller volumes) the units as this may negatively affect the ratio of the product resulting in over or under activated material.
- Mixing time - follow all mixing instructions as stated on the manufacturer’s datasheet. Some urethane products require a 3-minute mix time.
- Document your work.
The ideal mixing technique for CIM is to create a vortex where the material is pulled from top to bottom of the pail to create a uniformly blended mix. Mix for 3 minutes. For large, labor-intensive projects you may consider CIM’s Mixing Jigs and Timers.

Documenting Your Coatings Application
Like environmental conditions, mixing procedures should be monitored and documented on every coatings project. Coatings manufacturers, inspectors, and contractors alike cannot stress enough The Importance of Documentation! Maintaining a daily field logbook is a key tool for staying on the path to coatings’ success!
Related article: Documenting Your Coating Application is Important!
To aid in the coating successes of CIM membranes, CIM offers Application Guidelines and Product Check Lists for utilization throughout the coating’s application process. CIM also offers Factory Trained Applicator Programs. For information on upcoming applicator programs nearest you, visit us at www.cimind.com
CIM’s two-part urethane fluid-applied liners and coatings have been keeping liquids where they belong for over 35 years. Our team of technical consultants is available to assist you with product information to meet your coating needs, please contact us.


